 13034552599
13034552599



電 話:0530-8508508
手 機:13034552599
微 信:13034552599
郵 箱:13034552599@qq.com
工廠地址:山東省巨野中小企業(yè)孵化園

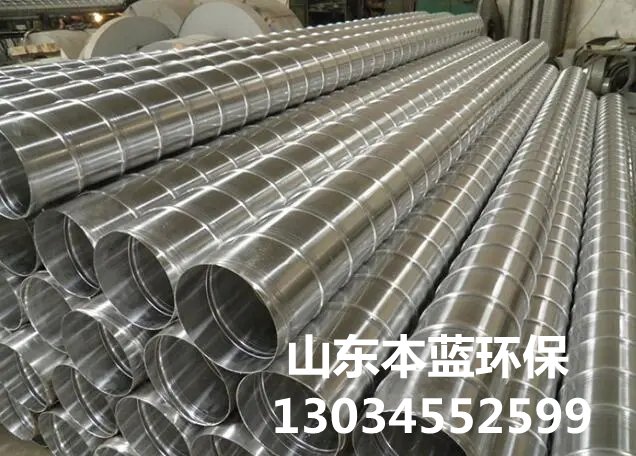
鍍鋅螺旋風管沖擊縮口加工及焊接管工藝
瀏覽: |
2022-12-02 16:47
鍍鋅螺旋風管沖擊縮口加工及焊接管工藝
鍍鋅螺旋風管沖擊縮口加工進程,它是使用分離式的兩半凹模接連沖擊管坯進行縮口加工的。縮口機發(fā)動后,管坯7沿軸向送進,撞塊2在滾柱3作用下使兩半凹模1重復敞開和閉合,從而對管坯徑向沖擊。由于兩半凹模的作業(yè)型腔為錐形,每一次沖擊則使管坯發(fā)生一定的塑性變形。鍍鋅螺旋風管材不同彈由于有塑性杰出的鋁管層存在,鋁塑復合管可任意由彎變直或由直變彎并堅持變化后的形狀,這一***點對于成盤收卷的鋁塑管用于室內(nèi)明管施工。
鍍鋅螺旋風管坯不斷向模內(nèi)送進,兩半四模則接連沖擊管坯,直至完結(jié)整個縮口加工。當管端縮口部分的內(nèi)徑要求準確時,在管內(nèi)應加校形芯棒。若使用異形芯棒,則可使管件內(nèi)徑成形出其他非圓形形狀。耐耐腐蝕內(nèi)外壁為化學穩(wěn)定性十分高的聚乙烯或交聯(lián)聚乙烯,不僅在水中不會被耐腐蝕,并且防御強酸強堿等***多強耐腐蝕性化學液體。阻隔性***焊接密實的鋁管可完全阻撓管壁內(nèi)外的滲透。密度小相同管徑及長度的管材,鋁塑復合管約為鋼管質(zhì)量的1/7。裝置簡便不用套絲、切割、銜接很簡單;管子長度***長,經(jīng)濟性高。耐高溫用交聯(lián)聚乙烯制作的鋁塑復合管可在95℃以上介質(zhì)中接連作業(yè)。
鍍鋅螺旋風管無縫管和焊接管都可用于無芯棒沖擊縮口。無縫管常因有偏疼等缺點,在沖擊時會造成較***的誤差。焊接管的壁厚一般比無縫管的均勻,內(nèi)外徑同軸度較***。但由于焊縫叉的金屬不象管坯的根本金屬那樣簡單活動,沖擊縮口后可能引起管件變形。假如焊縫區(qū)有缺點或其金屬比其他部分的資料硬,縮口時還可能發(fā)生裂紋。低碳鋼縮口時,在手藝送進的情況下,沖擊凹模的錐度不宜超越8,對薄壁低碳鋼管或塑性更***的管材(如退火銅管)縮口,只要壓力和送迸速度相應地降低,則錐度可***至15。當錐度超越15時,應選用機械或液壓方法送進。
鍍鋅螺旋風管選用芯棒的沖擊縮口,由于在壓縮外徑時,芯棒維持縮口部分的內(nèi)形,支承薄壁管材減縮其直徑,因此可進步管件成形質(zhì)量。鍍鋅螺旋風管材本******八成化學物品的腐蝕,可在很***的限制內(nèi)承受PH值限制在1-14的高濃度酸和堿的腐蝕。鍍鋅螺旋風管材熱熔接口的強度高于管材本體,接縫不會由于土壤移動或載荷的浸染而斷開。鍍鋅螺旋風管材質(zhì)輕,焊接工藝簡單,施工便當,工程歸納造價低。
保設備科技有限公司")