 13034552599
13034552599



電 話:0530-8508508
手 機:13034552599
微 信:13034552599
郵 箱:13034552599@qq.com
工廠地址:山東省巨野中小企業(yè)孵化園

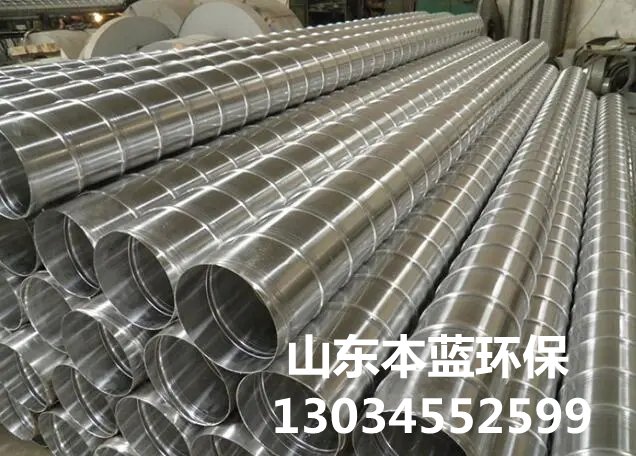
鍍鋅螺旋風管端口承插焊接符號及標準
瀏覽: |
2023-02-01 14:46
鍍鋅螺旋風管端口承插焊接符號及標準
在管材端口做***管件的承插深度符號,符號尺度等于管件承插深度,確保管材承插到位,保證熔接質(zhì)量。如承插不到位,加熱部分露空,融熔接面積減少,承壓實力******降低,且焊接時管件內(nèi)將會塑料熔塌,形成管件焊穿。切開鍍鋅螺旋風管材端口運用PP焊條用焊進行手工塑料熱堆焊將鋼絲掩蓋,焊條應(yīng)盡量潤滑,端面嚴禁鋼絲表現(xiàn)。
加熱板主動升溫至綠色指示燈亮或達到設(shè)定溫度,將需焊接的管材、管件合攏使端面加熱,進給手輪當兩端面受壓到達相應(yīng)的翻邊停止進給,堅持吸熱狀態(tài)。將鍍鋅螺旋風管材、管件從加熱板上分開,再將兩加熱端面合攏對接,經(jīng)加熱后的兩個管口熔化,當加熱至熔融狀態(tài)即完成了吸熱過程。在環(huán)境溫度為20℃時,加熱時刻規(guī)則在10×厚(mm)秒,要求焊接面平坦凸起高度達到要求的值。
管件內(nèi)壁同樣的需做潔凈處理,小口徑的選用酒精擦洗,***口徑的可選用刮去表皮處理,因為管件內(nèi)壁布有銅絲,也可選用軟磨片電磨,避免磨到加熱絲。打磨后要用帶酒精95度以上或的潔凈抹布或棉紗做***表里管材、管件表面的潔凈,使熔接面不許有泥、油、及其它臟物。接口完成后,在卡具上應(yīng)穩(wěn)住對口,讓其天然冷卻,一般來說DN110口徑以下的小口徑需要冷卻20分鐘以上,DN110以上口徑需冷卻半個小時以上。
在施工或其他工作中避免管道損壞的實踐方位。裝修工程開工前,對進入房子的管道進行分層水密性復(fù)驗。其主要意圖是在裝修工程等工種施工前,對管道表面及墻面整理造成的損壞進行檢查。如發(fā)現(xiàn)有損壞的泄漏,應(yīng)及時修復(fù),避免曹成的隱患和一些不必要的損失。給水立管主要是紙泵至室內(nèi)水池的給水管道,以及泵至各層控制閥的給水管道。水密性壓力實驗應(yīng)根據(jù)供水立管的不同工作壓力別離進行,實驗壓力和要求應(yīng)按規(guī)則進行。
保設(shè)備科技有限公司")